Software stops working on Homing Axe E #189
Comments
|
Hello again, Roel Jaspers |
|
In the "FoamCutter.txt" file, at line 66, there is In any case, we should look at the messages that Redeem logged in the system journal.
|
|
Hi Wackerbarth, Anyway thanks for the help, I'll send you the system journal tomorrow. Roel Jaspers PS: it would be interesting to see what happens on a different installation to see what happens if you launch a G28 E0. |
|
If the printer is doing any motion, then the error in that line very well may not be the issue. But the log is what need. You might even try setting the logging level to debug. This is more likely the problem --- Thus |
|
Yesterday I finally had some time to test and take a look at the system log. After the Center: ('E': 1000) the file stops and the software is crashed. I found this in the default.cfg: soft_end_stop_min_x = -0.5 soft_end_stop_max_x = 0.5 I've adde this to my Local.cfg: soft_end_stop_min_x = -0.5 soft_end_stop_max_x = 0.5 This solved the problem and the E and H axis can now be homed. I still think there's a bug because this configuration crashes the whole system. Thanks Wackerbarth for your help, you've put me on the right track to figure it out by my self Roel Ps: I still don't understand why these soft end stops are like that. |

|
That's an interesting problem... Can you clarify what you mean when you say that E and H can be homed but the configuration crashes the whole system? I'm a little bit confused by that aspect. |
|
What are the units of "soft_end_stop_max_x"? I suspect that, although most users expect mm, they are in meters. Thus "0.5" is still larger than most printers and "1000" would be a kilometer. If that is the case, then I'm not surprised that things crash, or at least appear to do so. In any case, we need to detect motion that would take an impossibly long time. |
|
Hello, Roel |
Hello,
I'm building a 4 axis Hotwire cutter, using a BBBW with replicape.
I'm using UmiKaze 2.2.1 on the beaglebone:
I've got evrything working except for the homing on driver E.
The Hotwire cutter has 4 independant axes. XY on one side and ZE on the other side each axe has 1 endswitch,:
end_stop_X1_stops =x_neg
end_stop_Y1_stops =y_neg
end_stop_Z1_stops =z_neg
end_stop_X2_stops =e_neg
end_stop_Y2_stops =
end_stop_Z2_stops =
All the 4 axes move in the right direction and at the right speed and the endswitch will stop the axes when activated in negatif direction.
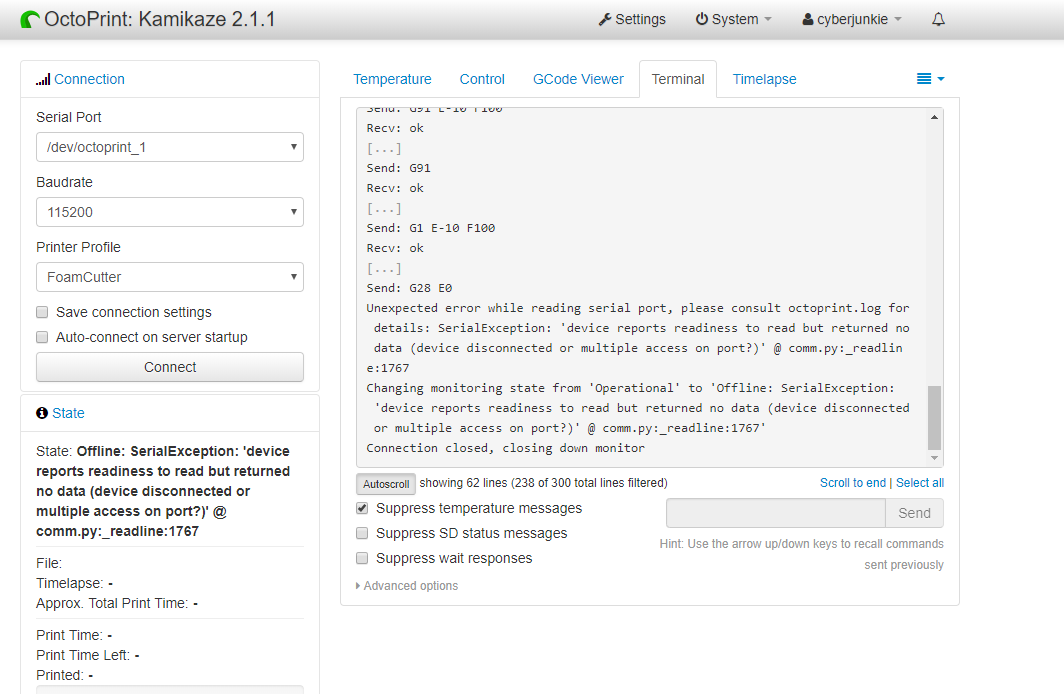
The homing of axes XYZ works perfect, but when I launch the gcode: "G28 E0" then then software wil crash withan error message.
I've tried to figure out what could be wrong I even replaced the E axeis by the H axis but same result.
It looks like the homing of another axe then XYZ will crash the software.
Hereby I'm also sending the octoprint.log files and my redeem configuration.
I'm hoping somebody can help here, finding this bug.
Thanks in advance.
octoprint.log
FoamCutter.txt
Roeland Jaspers
The text was updated successfully, but these errors were encountered: